Manufacturing operations depend on knowing exactly where every material comes from and where it goes. A robust material traceability system provides complete visibility across every production stage, from raw material intake to finished product shipment. Furthermore, it enables faster recall responses, tighter quality control, and stronger regulatory compliance. Building one effectively requires combining the right data capture tools, software integrations, and digital technologies in a structured, scalable way.
Why Material Traceability Matters in Modern Manufacturing
The Cost of Poor Visibility
Manufacturers without solid traceability face serious operational risks. A single contaminated batch can trigger a costly recall affecting thousands of units. Moreover, regulatory bodies such as the FDA and ISO committees increasingly demand documented material histories at every production stage.
Poor traceability also damages customer relationships and brand reputation. Consequently, companies that invest in end-to-end visibility gain a significant competitive advantage. Additionally, they reduce waste by identifying process inefficiencies faster and more accurately than competitors who rely on manual records.
How to Build a Material Traceability System: Step-by-Step
Step 1 – Map Your Materials and Production Workflow
Start by documenting every input material, production step, and output across your facility. Additionally, identify all critical control points where data must be captured consistently. This process mapping exercise forms the structural foundation of your entire traceability strategy before any technology investment begins.
Use value stream mapping or process flow diagrams to visualize each stage clearly. Consequently, you can spot gaps in your current data collection methods and prioritize where automation delivers the most value.
Step 2 – Assign Batch Identifiers for Batch Traceability in Manufacturing
Effective batch traceability manufacturing relies on assigning unique identifiers to every material batch entering your facility. These identifiers travel with the batch through each production stage. Moreover, they link raw materials directly to finished goods, enabling fast root-cause analysis whenever quality issues arise.
Barcodes, QR codes, and RFID tags are all proven options for automated batch identification. Furthermore, your team should scan these identifiers at every key production touchpoint to maintain an unbroken, auditable data chain throughout the process.
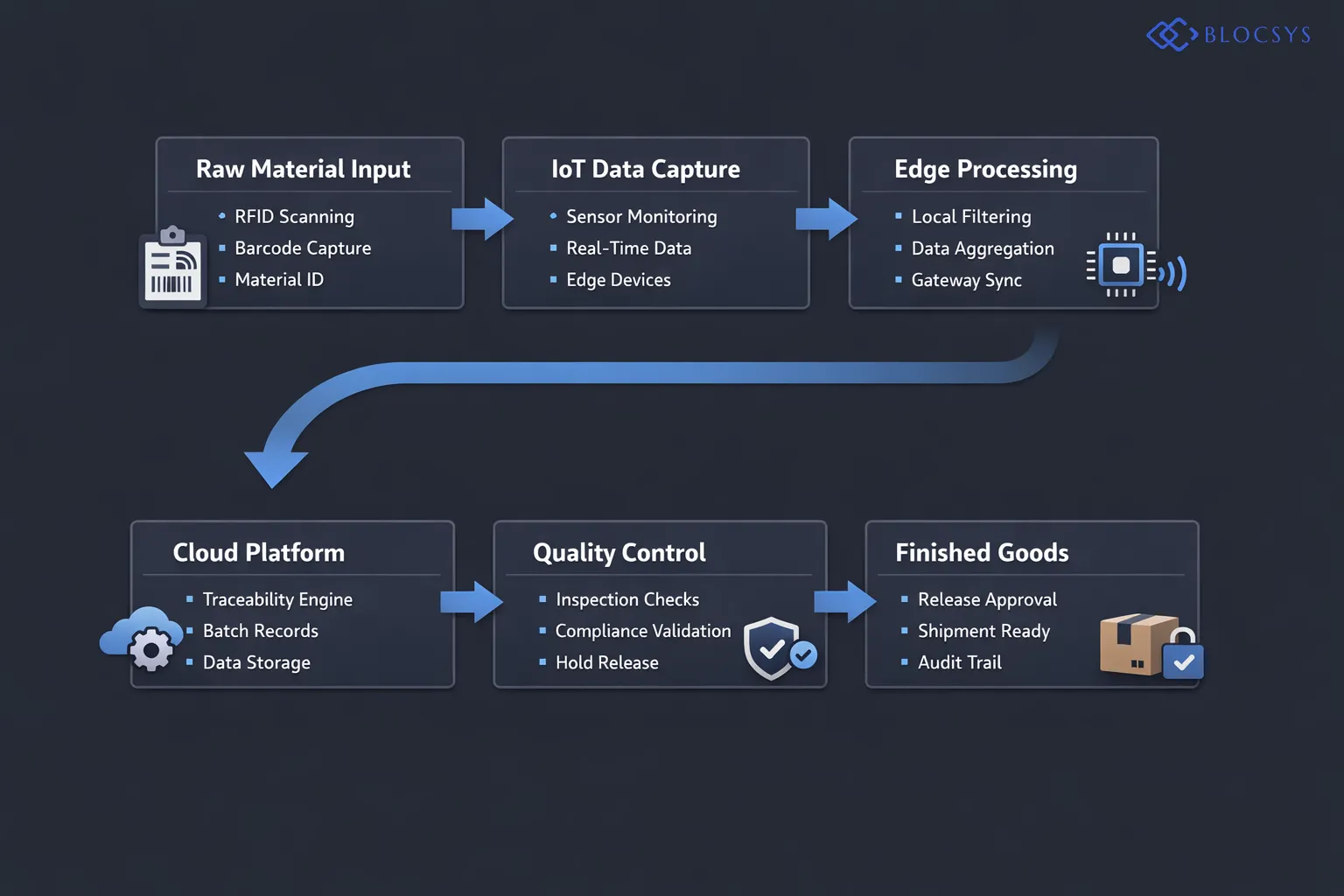
Step 3 – Deploy Factory IoT Integration
Factory IoT integration connects your physical machinery and environmental sensors to your digital traceability platform. Sensors actively capture temperature, pressure, speed, and other process variables in real time. Additionally, this data links directly to batch records, creating a rich and verifiable production history for every unit manufactured.
Choose IoT hardware compatible with your existing equipment. However, also prioritize scalability so your system grows alongside your production footprint. According to McKinsey’s Industry 4.0 research, manufacturers deploying connected IoT traceability tools reduce quality-related costs by up to 20%.
Connecting Shop Floor Data to Your ERP System
The Role of ERP Integration in Manufacturing
ERP integration manufacturing is the backbone of a complete traceability strategy. Your ERP system holds purchasing, inventory, and production order data. Therefore, connecting it to your traceability platform closes the data loop from supplier delivery all the way to customer shipment.
Use API connectors or middleware solutions to synchronize data in near real time. Additionally, ensure your ERP can receive, store, and display traceability records for every finished good and its associated material batches. Learn more in our ERP integration guide for manufacturers to select the right approach for your setup.
Strengthening Shop Floor Data Tracking
Effective shop floor data tracking captures production events precisely as they happen. Operators log start times, material usage, machine settings, and quality inspection results at each workstation. Consequently, every event becomes a permanent, timestamped, and fully searchable record within your traceability platform.
Automated data capture reduces human error significantly. Moreover, it accelerates regulatory audits by making complete production records instantly accessible to quality teams. Furthermore, real-time dashboards give production managers the live visibility they need to act on emerging issues before they escalate into costly problems.

Leveraging Blockchain and IoT for Supply Chain Transparency
Why Blockchain in Supply Chain Works
Blockchain in supply chain creates an immutable, shared ledger of material movements and custody transfers. The network records each transaction in a tamper-proof block that all authorized participants can view. Therefore, it eliminates disputes over material origins, handling conditions, and compliance certifications across complex supplier networks.
According to GS1’s global traceability standards, companies integrating blockchain into supply chain operations achieve faster cross-border verification and stronger compliance outcomes. Furthermore, this technology builds lasting trust with customers, regulators, and trading partners worldwide.
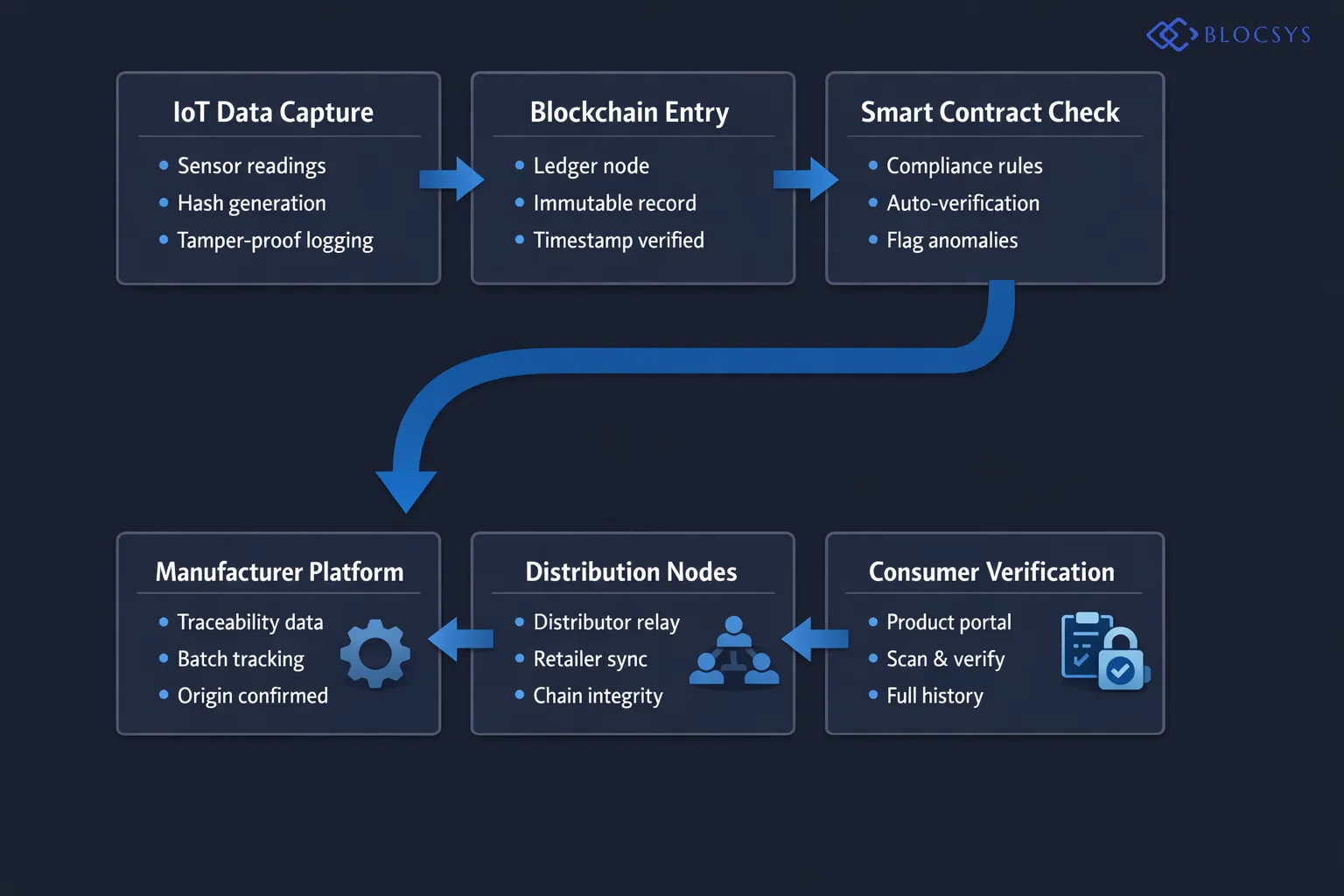
Building a Blockchain and IoT Base Supply Chain Architecture
A blockchain and IoT base supply chain architecture combines real-world sensor data with distributed ledger technology. IoT devices actively collect material condition and location data, and blockchain records it permanently and transparently. Moreover, smart contracts can automate compliance checks and instantly trigger alerts when process thresholds are breached.
This architecture also supports end-to-end traceability across multiple tiers of suppliers. Additionally, it helps manufacturers demonstrate compliance during customer audits and regulatory reviews. Explore our blockchain adoption guide for manufacturing supply chains for detailed implementation steps and vendor recommendations.
Scaling and Maintaining Your System Long-Term
Once your material traceability system is live, focus on continuous improvement and proactive system maintenance. Regularly review data quality scores, system uptime metrics, and user adoption rates across all production lines. Furthermore, schedule quarterly audits to confirm that all traceability records fully meet your regulatory and customer requirements.
Scale your system gradually by adding new production lines, supplier tiers, or product categories over time. Consequently, you build a resilient infrastructure that adapts to market changes without requiring a full system rebuild. Additionally, invest in regular team training to ensure consistent and accurate data entry at every manufacturing stage.
A well-designed material traceability system ultimately reduces operational risk, strengthens product quality, and builds lasting customer trust. Therefore, starting with a clear strategy, the right integrations, and scalable technologies positions your manufacturing operation for long-term compliance and competitive success.


